
Plastic Raw Material Casting Machine
Plastic Raw Material Casting Machine
Extruders are designed and manufactured using state-of-the-art technology, with screw diameters, aspect ratios, and capacity specifications compatible with existing extruder machines.
- Advanced Atmospheric Degassing Design:
- Melted plastic is exposed directly to ambient air through a controlled drop zone, enabling efficient removal of trapped gases that negatively affect granule quality, especially in high-pressure and contaminated materials.
- Thermally Insulated Melt Transfer System:
- The connection between the main extruder and pour extruder is made via thick-walled, heat-insulated piping equipped with resistance heaters, ensuring stable melt temperature and uninterrupted material flow.
- Synchronized Screw and Drive System:
- Speed-controlled main screw motor operates in full synchronization with the upstream extruder, maintaining constant melt pressure and preventing process instability.
- Wear-Resistant Screw and Barrel Construction:
- Screw and barrel can be manufactured from DIN 8550 or DIN 4140 steel, with optional hardfacing welding and nitriding treatment to significantly extend service life and increase resistance to abrasion.
- Energy-Efficient Heating and Cooling Control:
- Ceramic band heaters provide rapid heating with reduced energy consumption, while fan-assisted zoned cooling enables precise temperature regulation according to the material’s melting characteristics.
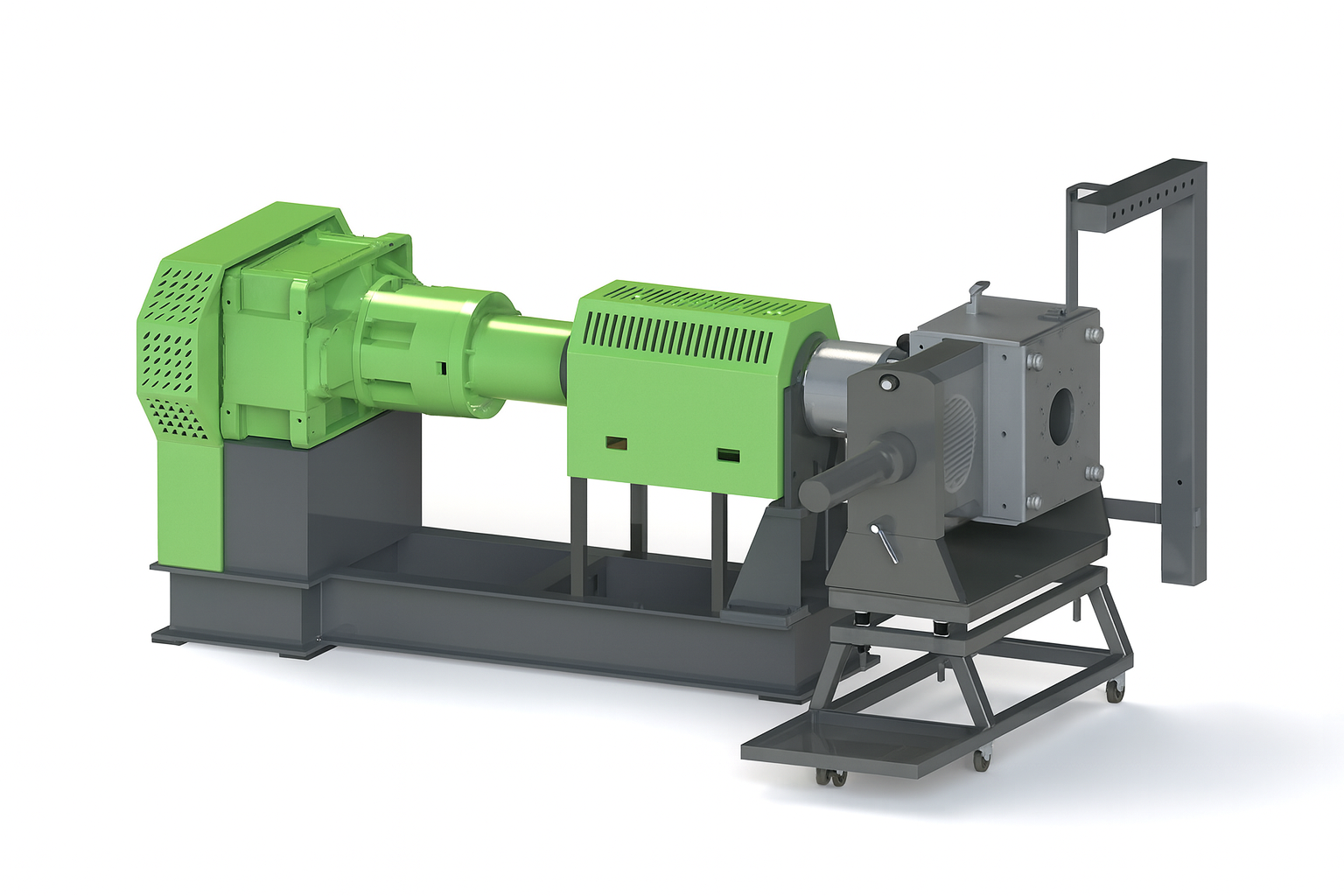
Pour Extruder Machine – High Efficiency and Effective Solution for Gas Removal
The pour extruder machine operates by being integrated into the existing extruder line. It offers an ideal solution, especially in cases where it is difficult to remove gases that negatively affect granule quality during the melting phase, particularly in heavy-pressure plastic products. The plastic melted in the main extruder is directed to the pour extruder inlet through a thick-walled pipe with heat insulation provided by resistance heaters. In this process, the melt is exposed to the outside air from a height and directly. The plastic, which partially cools upon contact with the air, allows the gas to be easily released. Pour extruders are designed and manufactured using the latest technology, with screw diameter, aspect ratio, and capacity values compatible with the existing extruder machine. Optionally, screw-barrel manufacturing is done from DIN 8550 or DIN 4140 material; hardfacing welding is applied to extend the service life, and wear resistance is increased with nitriding treatment. The speed-controlled main screw motor ensures synchronous operation with the pre-extruder. Specially designed ceramic resistors shorten heating time and save energy. The fan-assisted cooling system allows for precise temperature control in different areas of the screw barrel according to the melting temperature of the material. The control panel can be configured as a PLC-based automation or manual system, as required.