
Plastic Bottle – Granule Extruder (top feeding)





Plastic Bottle – Granule Extruder (top feeding)
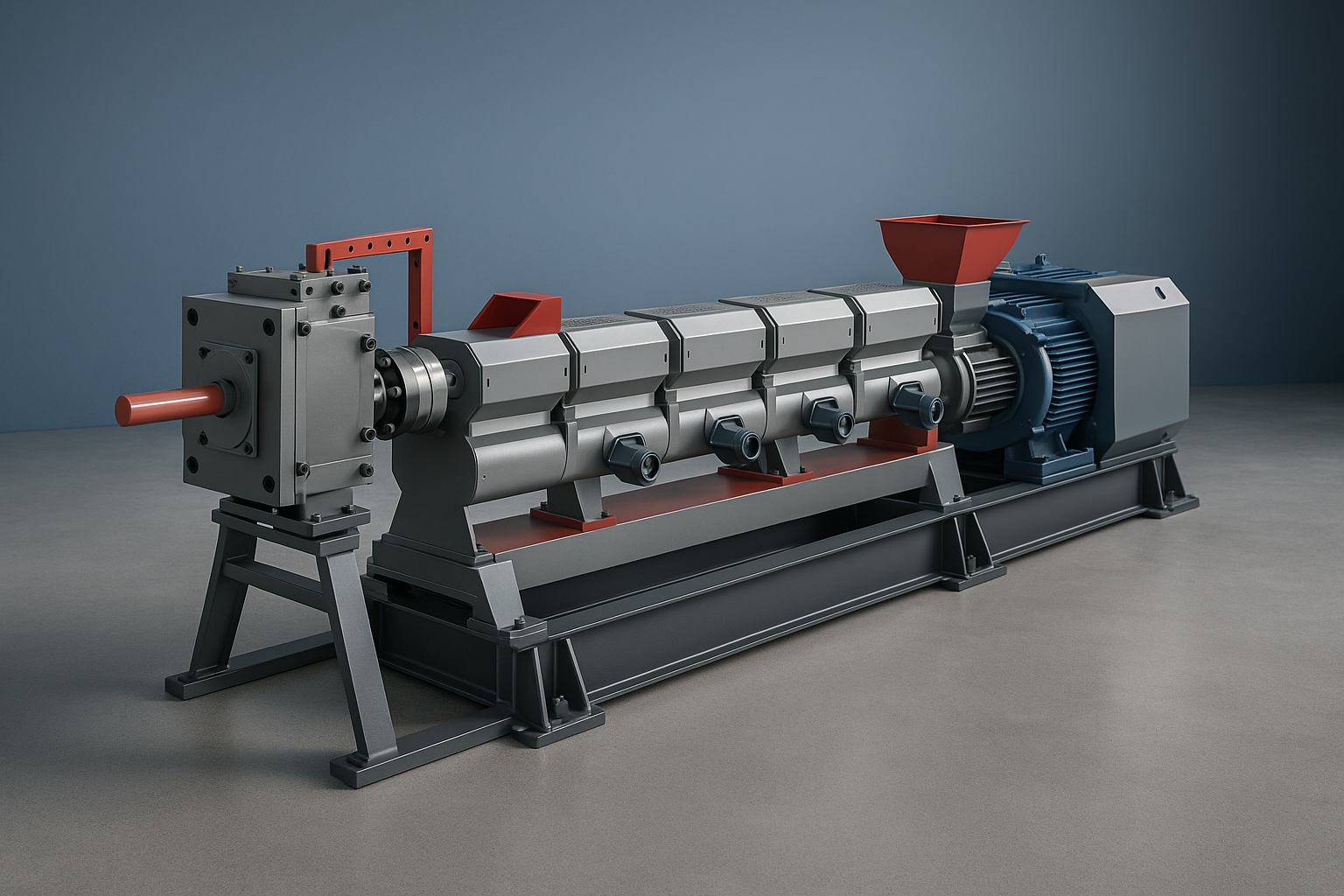
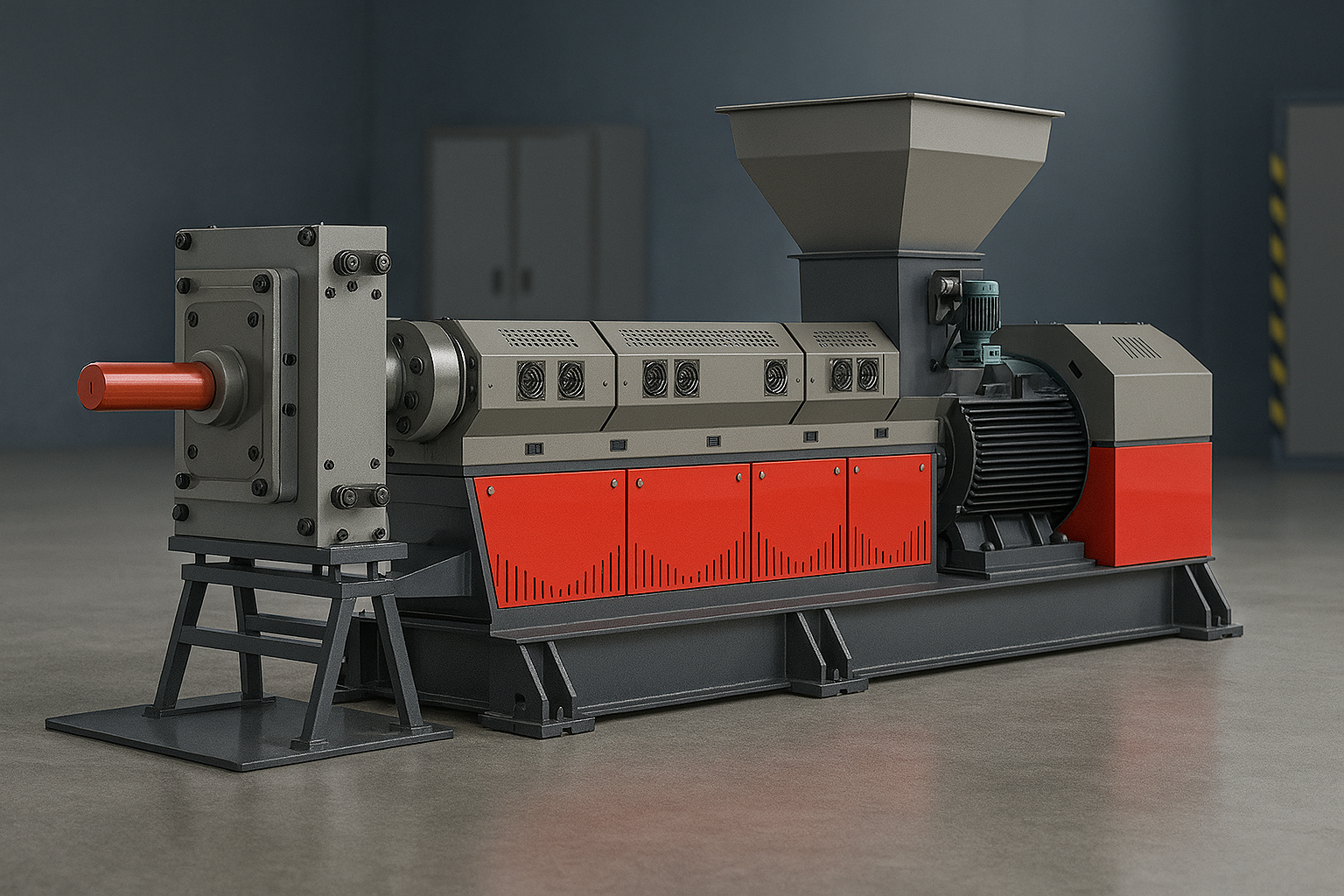
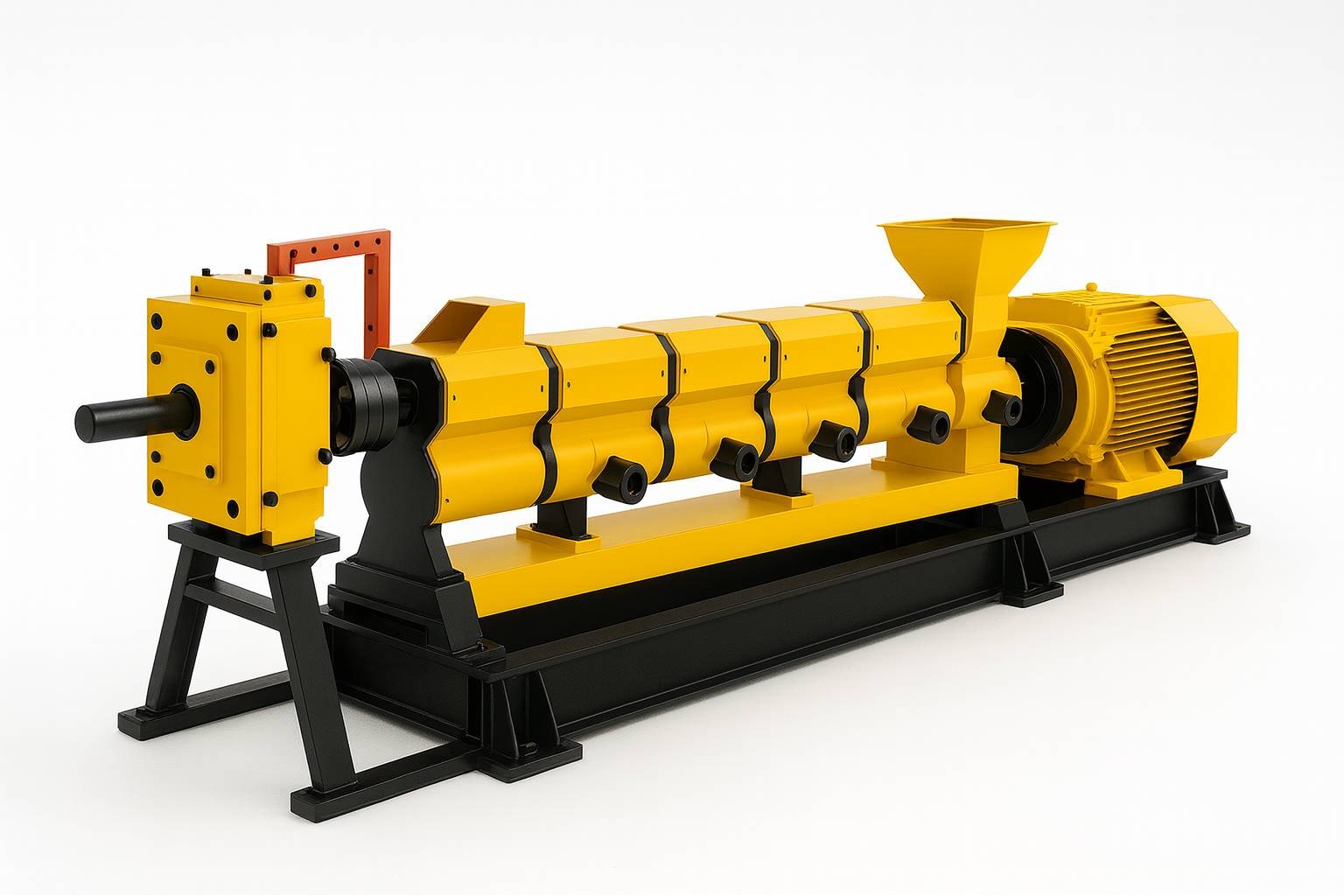
The plastic waste to be processed is directed to the extruder screw via a free-flowing, top-feed hopper.
- PREEXT 90 (Top-Fed)
- Screw Diameter: 90 mm
- Screw L/D Ratio: 25 / 36 / 47
- Screw Speed: 90 – 120 rpm
- Heater Power: 25 kW
- Gearbox Torque: 20 – 25 kNm
- Motor Power: 55 kW
- Capacity: 150 – 180 kg/h
- PREXT 100 (Top-Fed)
- Screw Diameter: 100 mm
- Screw L/D Ratio: 25 / 36 / 47
- Screw Speed: 90 – 120 rpm
- Heater Power: 30 kW
- Gearbox Torque: 25 – 30 kNm
- Motor Power: 75 – 90 kW
- Capacity: 180 – 280 kg/h
- PREXT 110 (Top-Fed)
- Screw Diameter: 110 mm
- Screw L/D Ratio: 25 / 36 / 47
- Screw Speed: 90 – 120 rpm
- Heater Power: 30 kW
- Gearbox Torque: 30 – 40 kNm
- Motor Power: 90 – 110 kW
- Capacity: 220 – 300 kg/h
- PREXT 120 (Top-Fed)
- Screw Diameter: 120 mm
- Screw L/D Ratio: 25 / 36 / 47
- Screw Speed: 65 – 110 rpm
- Heater Power: 40 kW
- Gearbox Torque: 50 – 60 kNm
- Motor Power: 110 – 132 kW
- Capacity: 300 – 450 kg/h
- PREXT 130 (Top-Fed)
- Screw Diameter: 130 mm
- Screw L/D Ratio: 25 / 36 / 47
- Screw Speed: 65 – 100 rpm
- Heater Power: 50 kW
- Gearbox Torque: 60 – 80 kNm
- Motor Power: 132 – 160 kW
- Capacity: 500 – 700 kg/h
- PREXT 150 (Top-Fed)
- Screw Diameter: 150 mm
- Screw L/D Ratio: 25 / 36 / 47
- Screw Speed: 65 – 100 rpm
- Heater Power: 65 kW
- Gearbox Torque: 80 – 100 kNm
- Motor Power: 160 – 315 kW
- Capacity: 750 – 100 kg/h
Top-feed granule extruders are specialized systems developed for converting free-flowing plastic materials, especially those in flake form, into granules. In these systems, pre-washed, cleaned, or dried plastic waste is processed with high efficiency and converted into reusable raw materials.
Feeding Mechanism and Material Flow
The plastic waste to be processed is directed to the extruder screw via a top-feed hopper with free flow. However, for thin-walled plastics and those unsuitable for free flow, a motor-driven vertical screw feeding system integrated into the hopper is used to ensure a continuous and balanced material flow.
Screw Design and Protection Features
- The screw diameter, L/D ratio (length/diameter), number of degassing zones, filter type, and filter diameter are specially designed according to the structure of the plastic to be processed. • The bimetallic weld coating applied to the extruder screw offers superior resistance to high temperatures and abrasive effects. • The screw and barrel components are made long-lasting through surface hardening processes such as nitriding and induction.
Energy Efficiency and Performance - The inverter-assisted (speed-controlled) motor system ensures that plastics of different viscosities are granulated with the same pressure and quality. • High energy savings are achieved thanks to the direct coupling motor-gearbox connection, ceramic resistors, insulated resistor coatings, and advanced inverter control technology. • This allows businesses to both increase production efficiency and minimize energy costs.
Intelligent Automation and Control System - Top-feed extruder machines are equipped with a fully automatic PLC control system and a user-friendly touchscreen interface. • Thanks to the recipe saving feature, parameters determined for different plastic types can be defined in the system, which facilitates process transitions. • With the One-Touch Start System, the extruder and all equipment can be operated synchronously from a central point.